

How to Powder Coat Internal Corners and Recessed Areas: A Complete Guide
Walk into any powder coating shop and ask the operators which parts give them the most trouble. The answer is almost always the same: internal corners, deep channels, and recessed areas.
It doesn't matter how skilled the operator is. It doesn't matter how expensive the powder is. The moment a part has a sharp inside corner or a deep recess, traditional electrostatic powder coating equipment hits a wall — literally an invisible wall of physics called the Faraday cage effect.
This guide explains why internal corners are so hard to coat, why every traditional fix is a compromise, and how the Paint Brothers Q7 handheld electrostatic powder coating gun — powered by Air-Free Centrifugal Atomization technology — finally solves the problem.
Why Internal Corners Are the Hardest Spots to Coat
The root cause is a physics phenomenon called the Faraday cage effect. In any electrostatic spraying system, charged powder particles travel along electric field lines from the gun to the grounded part. The problem is that these field lines don't behave the way intuition suggests.
Field lines naturally concentrate on outermost surfaces, edges, and convex points, and they actively avoid recessed areas. The deeper or sharper the recess, the weaker the electric field becomes inside it — and the less powder can reach the surface.
For coaters, the symptoms are immediately recognizable:
- Bare metal at the bottom of internal corners
- Thin, translucent coverage in deep channels and slots
- Heavy build-up on outer edges while recesses stay starved
- Orange peel and texture defects from operators trying to compensate
- Visible bridging across narrow gaps that powder cannot enter
For more on the underlying physics, see our complete guide on the Faraday cage effect in powder coating.
The Hidden Problem with Conventional Spray Guns
Most professionals understand the Faraday cage as a one-way problem: the electric field can't reach the recess, so powder doesn't deposit there. But there's a second, less-discussed factor that makes things even worse with conventional handheld guns.
Conventional powder spray guns rely on compressed air to atomize and propel the powder. That same compressed-air stream — the very thing that pushes powder toward the part — also disturbs powder that has already settled inside recessed areas.
Here's what actually happens when an operator tries to flood a deep corner with a conventional gun:
- Compressed air pushes a cloud of charged powder toward the recess.
- A small amount of powder reaches the recess and begins to adhere.
- The continuing air stream re-enters the recess and disturbs the freshly deposited powder.
- Particles that had just adhered get blown out of the corner before they can bond.
- Net coverage in the recess remains thin, no matter how long the operator sprays.
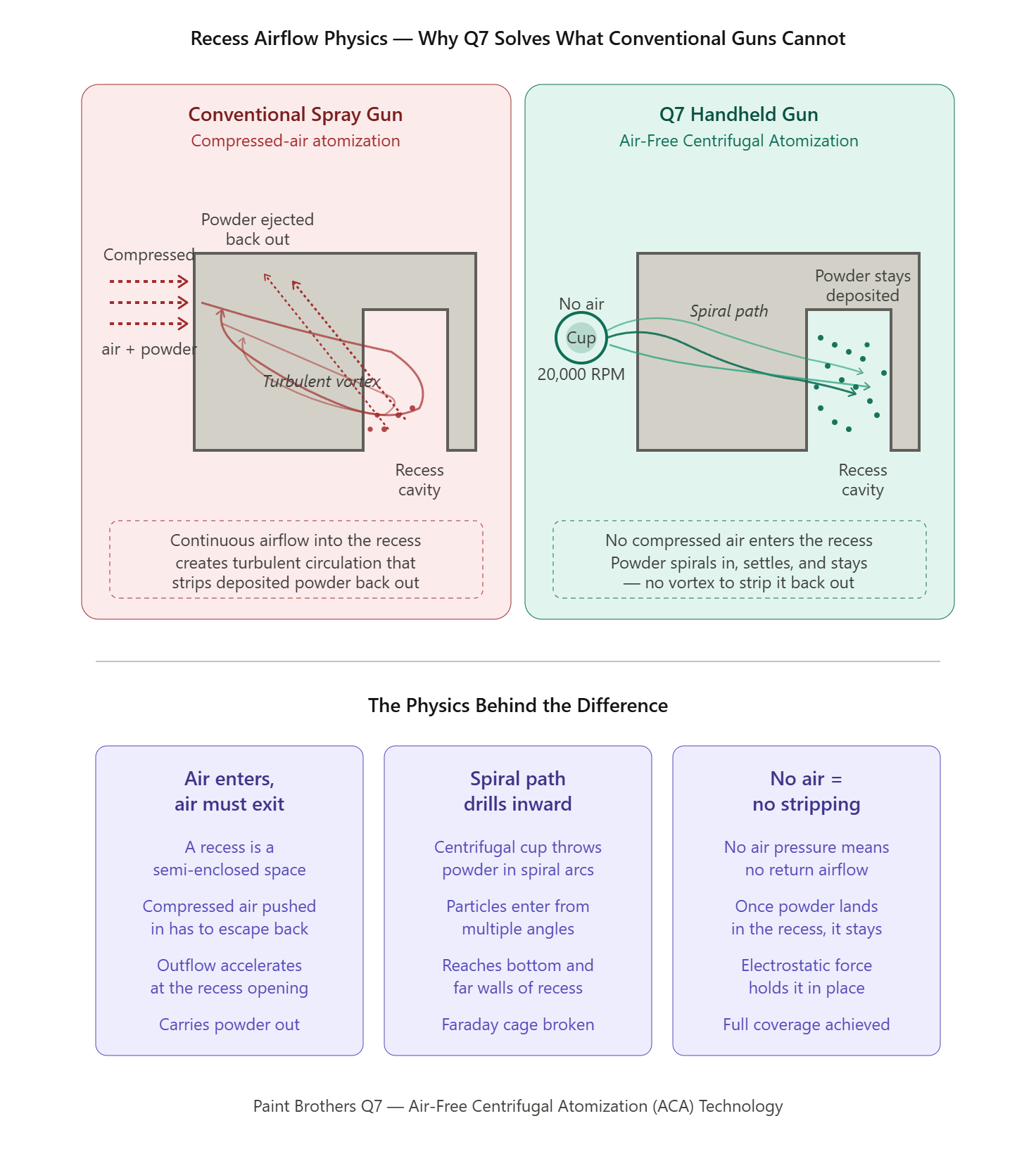
This is why "just spray it longer" never solves Faraday cage problems — the air-driven delivery system itself is fighting against complete coverage in recesses. The deeper the corner, the more turbulent the airflow inside it, and the more powder gets stripped away.
The Real-World Cost of Poor Recess Coverage
Coating defects in recessed areas aren't just an aesthetic issue — they translate directly into rejected parts, longer cycle times, and lost margin.
| Failure mode | Business impact |
|---|---|
| Bare metal in internal corners | Corrosion starts in 6-12 months; warranty claims, recoats, lost customers |
| Thin film thickness in recesses | Fails QC inspection; second pass required; oven energy doubled |
| Operator over-spray to flood corners | 30-40% extra powder consumption per part |
| Inconsistent coverage part-to-part | Quality variance, customer complaints, manual sorting |
| Rework on rejected parts | Strip, recoat, recure — tripling labor cost on bad units |
For OEM and contract coating shops, recess coverage often defines whether a job is profitable or not. The shops that consistently win complex-geometry contracts are the ones that have solved this problem — not the ones that work around it.
Part Geometries Where Internal Corners Cause the Most Trouble
Some part shapes hide the Faraday cage effect; others amplify it. The geometries below are where coaters lose the most powder, time, and yield:
- Electrical enclosures and control cabinets — deep right-angle internal corners; door frames, mounting flanges, gasket channels.
- Welded steel and aluminum frames — tube-to-tube intersections, gusseted joints, internal weld seams.
- Channel sections, U-profiles, and box sections — the geometry is essentially one continuous internal corner.
- Heat sinks and finned components — deep, narrow, parallel channels that act like dozens of stacked Faraday cages.
- Architectural extrusions — window frames, door frames, curtain wall profiles with internal grooves and screw channels.
- Industrial racks, shelving, and ladder frames — reinforcing gussets and internal corner welds.
- Automotive brackets and chassis components — complex 3D shapes with internal cavities, stamped flanges, and welded reinforcements.
- Mesh, grating, and perforated panels — every opening becomes a miniature internal corner from the powder's point of view.
If your shop sees parts like these regularly, you've felt the pain — and you know it isn't something you can train your way out of.
Why Traditional Fixes Don't Actually Solve It
The powder coating industry has developed several techniques to manage internal-corner coverage. None of them truly solve the problem.
Lower the Voltage
Conventional wisdom says to drop kV when coating recessed areas. Reducing the corona voltage weakens the field, which means the field is less likely to terminate on outer edges and is slightly more likely to penetrate inside corners.
The trade-off: Lower voltage means lower transfer efficiency, thinner films, more wasted powder, and the loss of the wrap-around behavior that makes electrostatic coating efficient. You're trading one problem for another.
Multiple Light Coats
Some shops apply a thin first coat at low kV, partially gel it, then re-coat at higher voltage. The first thin layer slightly reduces the field-shielding effect, allowing the second pass to penetrate deeper.
The trade-off: Doubled cycle time, doubled oven energy, increased risk of inter-coat adhesion problems — and you still don't get reliable coverage on the worst geometries.
Tribo (Triboelectric) Guns
Tribo guns charge powder by friction rather than corona discharge. Because they produce no free ions, they avoid back-ionization and can sometimes reach recesses that corona guns cannot.
The trade-off: Tribo guns require special powder formulations, charge less efficiently overall, and their performance varies dramatically with humidity, powder chemistry, and gun wear. They're a niche tool, not a universal answer — and they're rarely available in handheld form for field work.
Manual Touch-Up
The brute-force approach: spray normally, then go back and manually flood the recesses by holding the gun closer or at an angle.
The trade-off: Operator-dependent, inconsistent part-to-part, wastes powder, and turns every job into a custom skill exercise instead of a repeatable process.
The pattern is clear. Every traditional fix is a compromise. None of them actually defeat the underlying problem — the air-driven delivery system that strips powder out of the very recesses you're trying to coat.
The Q7 Breakthrough: Air-Free Centrifugal Atomization

The Paint Brothers Q7 Handheld Electrostatic Powder Coating Gun takes a fundamentally different approach to powder delivery. Instead of fighting the Faraday cage effect with brute-force compressed air, it removes the air-driven delivery system entirely.
This is the core innovation behind the Q7: Air-Free Centrifugal Atomization (ACA) with Spiral Cross-Flow Penetration. Together, these two technologies allow powder to enter recessed areas and stay there — without the turbulence that strips conventional spray patterns out of the recess.
How Air-Free Centrifugal Atomization Works
At the heart of the Q7 is a high-speed rotating cup that atomizes powder by centrifugal force, not compressed air. The cup spins at 1,000 to 20,000 RPM, throwing powder outward in a fine, uniform pattern. There is no compressed-air jet pushing powder forward and no turbulent airflow entering the part's recesses.
This single design choice changes everything about how the gun behaves on complex parts:
- Powder reaches recesses and adheres. Without an air stream blowing into the corner, particles that deposit inside a recess stay there.
- The electrostatic field does the work it's supposed to do. Charged particles follow field lines into the recess, and there's no aerodynamic force counteracting the deposition.
- Coverage is uniform across the entire geometry — flats, edges, and recesses alike. No more heavy build-up on outer edges with starved corners.
Spiral Cross-Flow Penetration
The geometry of the Q7's atomization pattern matters as much as the absence of air. Powder leaving the rotating cup follows a spiral cross-flow trajectory — particles approach the part from multiple angles simultaneously, drilling into recessed areas like a rotating thread rather than pushing straight in like a jet.
This spiral pattern is what allows the Q7 to penetrate Faraday cage zones that defeat conventional handheld guns. Powder reaches surfaces that aren't directly facing the gun, including the bottom and far walls of internal corners.
Q7 Technical Specifications
The Q7 is engineered for production reliability and operator-friendly precision:
| Parameter | Specification |
|---|---|
| Atomization method | Air-Free Centrifugal Atomization (ACA) |
| Rotary cup speed | 1,000 - 20,000 RPM (continuously variable) |
| Rotary cup diameter | 50 mm |
| Maximum voltage | 100 kV (continuously adjustable) |
| Voltage control | Manual + automatic (RS-485 communication / BOT auto-adjustment) |
| Maximum current | 100 µA |
| Operating modes | 25 preset programs for different geometries and powders |
| Control interface | Capacitive touchscreen (smartphone-style) |
| Powder compatibility | Standard electrostatic powders — no specialty formulations required |
| Form factor | True handheld unit; designed for portability and field use |
Detailed technical specifications, demonstration videos, and application-specific configuration guides are available on request.
How to Tell if the Q7 Is Right for Your Shop
The Q7 delivers the most value where internal-corner coverage is the bottleneck. You're a strong fit if any of the following describes your operation:
- Custom and small-batch coating shops taking on jobs that bigger shops refuse because of geometry complexity.
- Architectural and metalwork fabricators coating gates, fences, railings, balustrades, and panels with recessed details.
- Automotive restorers and customizers working on frames, brackets, and complex one-off parts where rework isn't an option.
- OEM in-house coating lines that struggle with first-pass yield on specific high-volume parts with internal corners.
- Industrial maintenance teams doing on-site re-coating where parts can't be brought to a booth.
- Equipment dealers and distributors looking for a differentiated handheld product that solves a real, named customer problem.
If your QC team regularly flags parts for thin coverage in corners, or your operators routinely double-coat just to make it work, the Q7 is built for you.
Best Practices for Coating Internal Corners
Even with the right equipment, technique matters. The following practices help maximize internal-corner coverage on any electrostatic powder coating system — and they make the Q7's advantage even more pronounced:
- Angle of attack: aim into the corner first. Apply powder directly into internal corners and channels before the surrounding flat surfaces. Coating outer surfaces first "pre-charges" the edges and intensifies the Faraday cage effect, making recesses even harder to reach.
- Maintain optimal gun-to-part distance. Too close triggers back-ionization; too far lets the Faraday cage dominate. For most parts, 200-300 mm (8-12 inches) is the sweet spot — watch the powder cloud behavior and adjust.
- Verify grounding integrity at every shift. Poor part grounding is the single biggest cause of unmanageable Faraday cage problems. Clean hangers, check ground continuity, and replace damaged hooks immediately.
- Position the gun parallel to the recess axis, not perpendicular to the outer surface. Field lines need a path into the recess.
- Control humidity in the spray booth. High humidity reduces powder charging and worsens recess coverage. Aim for 45-60% relative humidity.
- Match voltage to geometry. Don't use a single kV setting for every part. The Q7's 25 preset programs are designed precisely for this — one-touch configuration for the geometry you're running.
- Inspect parts before curing. Powder defects are easy to fix before the oven; impossible after.
Frequently Asked Questions
Why does powder skip internal corners even when I can clearly see the corner from the gun?
Line of sight isn't the issue — electric field geometry is. Charged powder follows electric field lines, and field lines avoid concave geometries regardless of whether the gun has a clear visual path to the surface. With conventional air-driven guns, there's an additional problem: the compressed-air stream physically blows freshly deposited powder back out of the recess.
What makes the Q7 different from other handheld powder guns?
The Q7 uses Air-Free Centrifugal Atomization — a 50 mm rotating cup spinning at up to 20,000 RPM — instead of compressed air to atomize powder. This eliminates the airflow turbulence that strips powder out of recessed areas in conventional guns. Combined with Spiral Cross-Flow Penetration, it allows complete coverage in geometries that defeat standard equipment.
Does the Q7 require special powder?
No. The Q7 is fully compatible with standard electrostatic powder coating powders. There are no tribo-only chemistries or proprietary formulations required.
How does the Q7's voltage control work?
The Q7 offers continuously adjustable voltage from 0 to 100 kV with both manual control and automatic adjustment via RS-485 communication or BOT (build-on-the-fly) auto-tuning. The 25 preset programs allow operators to switch between geometries with a single touch on the capacitive touchscreen interface.
Is the Q7 suitable for high-volume automated production?
The Q7 is a handheld unit optimized for flexibility, on-site work, custom jobs, and small-to-medium batch production. For high-volume automated lines, contact Paint Brothers to discuss the right configuration for your throughput.
Where is the Q7 manufactured?
The Q7 is designed and manufactured by Dongguan Paint Brothers Spray Equipment Technology Co., Ltd. in Guangdong, China. We ship worldwide and support international customers in English.
Stop Compromising on Recess Coverage
Internal corners and recessed areas have been the powder coating industry's unsolved problem for decades. Lower the voltage. Coat it twice. Touch it up by hand. Live with the rework. Every shop hears the same advice — because conventional air-driven equipment can't do better.
The Q7 changes that. By eliminating compressed-air atomization and replacing it with high-speed centrifugal delivery and spiral cross-flow penetration, it solves the problem at its physical root — not by working around it.
Ready to see if the Q7 fits your application?
- Request a product demonstration video showing Q7 performance on internal corners
- Send us a part drawing or photo and get a coverage assessment for your specific geometry
- Request a quotation: yangjianwei281@gmail.com
- Visit www.qxdcoating.com to learn more about Paint Brothers / QXD Coating
Paint Brothers (QXD Coating) is the brand name of Dongguan Paint Brothers Spray Equipment Technology Co., Ltd., a manufacturer of electrostatic powder coating equipment based in Dongguan, Guangdong, China. The Q7 handheld gun, powered by Air-Free Centrifugal Atomization technology, is the result of in-house R&D dedicated to solving real-world coating challenges for professionals worldwide.